
Extrudieren (Kunststoff)

Extrusion (plastic)

Extrusión (plástico)
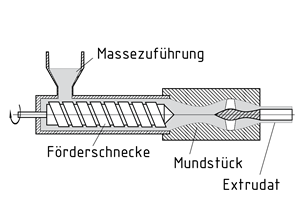
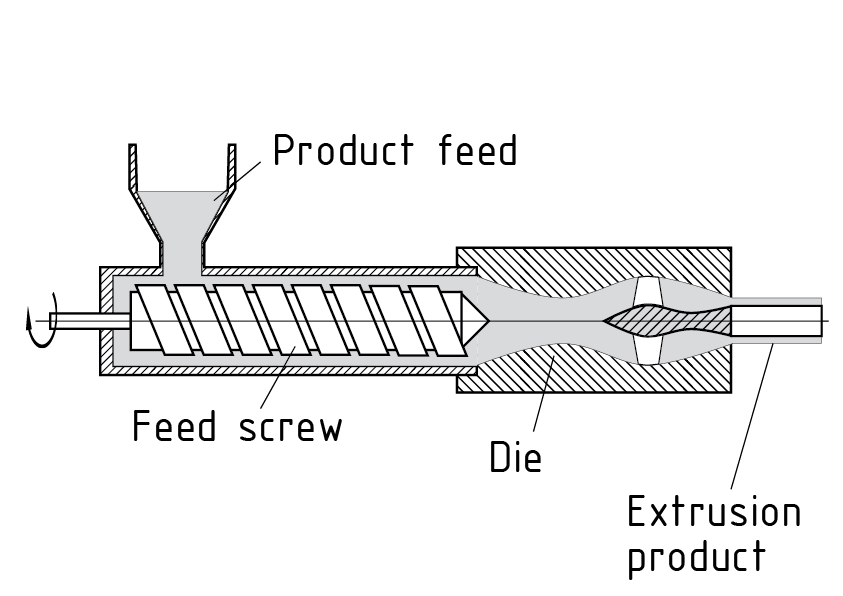
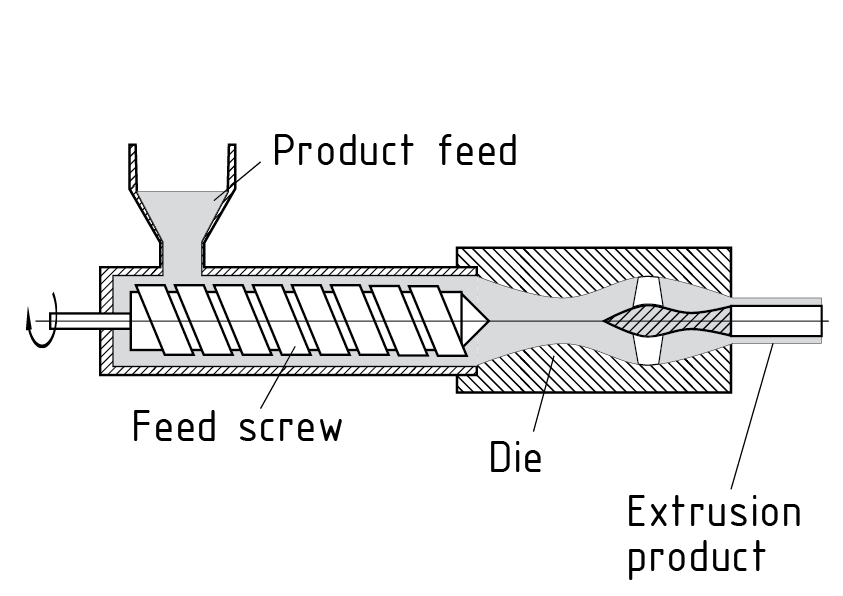
Durante la extrusión, los productos endurecibles y de sólido a viscosos son empujados continuamente por una cámara de presión a través de una abertura con formas (boquilla, troquel) que determina la forma y la sección. Teóricamente, se pueden conformar innumerables piezas en cintas, tubos, perfiles sólidos, películas o mangueras, por ejemplo.
En este sentido, un material de moldeado (gránulos, polvo) se coloca en la zona de alimentación. Luego se plastifica en la zona de conversión, y se homogeniza y compacta en la zona de eyección, antes de ser empujado hacia afuera. El tocho es luego enfriado con agua o aire.
La extrusión en frío requiere bajas presiones y temperaturas, la extrusión cálida necesita mayores temperaturas y la extrusión en caliente, altas presiones y temperaturas. Dependiendo del material, la presurización y el resultado deseado, se usan extrusoras de ariete, extrusoras de tornillo continuo, extrusoras de cascada o extrusoras de rodillo planetario.
En los procesos de y de se usan extrusoras como unidades de plastificación.
Extrusora de tornillo
Extrusión (plástico)
Durante la extrusión, los productos endurecibles y de sólido a viscosos son empujados continuamente por una cámara de presión a través de una abertura con formas (boquilla, troquel) que determina la forma y la sección. Teóricamente, se pueden conformar innumerables piezas en cintas, tubos, perfiles sólidos, películas o mangueras, por ejemplo.
En este sentido, un material de moldeado (gránulos, polvo) se coloca en la zona de alimentación. Luego se plastifica en la zona de conversión, y se homogeniza y compacta en la zona de eyección, antes de ser empujado hacia afuera. El tocho es luego enfriado con agua o aire.
La extrusión en frío requiere bajas presiones y temperaturas, la extrusión cálida necesita mayores temperaturas y la extrusión en caliente, altas presiones y temperaturas. Dependiendo del material, la presurización y el resultado deseado, se usan extrusoras de ariete, extrusoras de tornillo continuo, extrusoras de cascada o extrusoras de rodillo planetario.
En los procesos de y de se usan extrusoras como unidades de plastificación.
Extrusora de tornillo

挤出(挤塑)
在挤出工艺中,固体原料被加热成黏流状态和可硬化产品,在加压的作用下,从挤塑口(喷嘴、口模)将其连续挤出而成型为截面与口模形状相仿的连续体。理论上,连续体经切割可以制得带状、管状、固体型材、薄膜或软管等制品。
为此,在进料区中放入造型材料(颗粒、粉末)。造型材料在转化区形成可塑体,在喷射区均化并被压实,然后被挤出。然后通过风冷和水冷对钢坯进行冷却。
冷挤压需要较低的压力和温度,温挤压需要较高的温度,而热挤压需要更高的压力和温度。根据材料、压制工艺和期待结果的不同,可以使用不同的挤出设备:柱塞式挤出机、连续螺杆挤出机、串联挤出机或行星螺杆挤出机。
在和过程中,挤压机作为增塑设备。
螺杆挤出机
近义词
挤压模塑
挤出(挤塑)
在挤出工艺中,固体原料被加热成黏流状态和可硬化产品,在加压的作用下,从挤塑口(喷嘴、口模)将其连续挤出而成型为截面与口模形状相仿的连续体。理论上,连续体经切割可以制得带状、管状、固体型材、薄膜或软管等制品。
为此,在进料区中放入造型材料(颗粒、粉末)。造型材料在转化区形成可塑体,在喷射区均化并被压实,然后被挤出。然后通过风冷和水冷对钢坯进行冷却。
冷挤压需要较低的压力和温度,温挤压需要较高的温度,而热挤压需要更高的压力和温度。根据材料、压制工艺和期待结果的不同,可以使用不同的挤出设备:柱塞式挤出机、连续螺杆挤出机、串联挤出机或行星螺杆挤出机。
在和过程中,挤压机作为增塑设备。
螺杆挤出机
近义词
挤压模塑